|
7.更换部件(2):
・疏水阀和出口比回阀机构 ・蒸汽进汽/废汽阀和阀座
8.故障诊断指南
斯派莎克APT10、APT14自动疏水阀泵简介
斯派莎克自动疏水阀泵是冷凝水回收装置,设计压力为PN16。根据管线的情况可以自动地进行疏水或增压。这套装置由蒸汽驱动,用于在各种压力下(包括真空)排除设备中的冷凝水。
技术规格一标定排量
对特殊的应用需详细排量信息,请咨询斯派莎克为保证正确选型,需如下数据:
1.可供的安装水头,从疏水阀泵底座到热交换器/过程冷凝器出口中心线的距离(m)。如果出口垂直安装,那就是泵底座到出口面的距离
2.驱动疏水阀泵可供动力蒸汽压力(bar g)
3.冷凝水回收系统的总背压(bar g)见下面标注
4.热交换器满负荷运行压力(bar g)
5.热交换器最大蒸汽负荷(kg/h)
6.被加热流体的最低温度(℃)。
7.被加热流体的最高控制温度(℃)。

注:总扬程或背压BP(静压头加上回收系统的压头)必须小于入口动力流体压力刁能使泵达到排量要求
BP(背压)二(R x 0. 0981+(P}+(Pf)
高度(H} Cm} x 0. 0981加上回收管道压力(P} bar g,加上下游管道摩擦压降(Pf)<bar)。
(如果下游管道长度小于100米且冷凝水回收管道是非满溢的,同时在热交换器满负荷运行状况下考虑到闪蒸蒸汽的影响,则Pf可忽略)。
第一步
APT14自动疏水阀泵运行于正排量原理冷凝水自旋启式正回阀进入阀体导致浮球上升。浮球通过一个多连杆轴与疏水阀机构相连。当上游系统压力PS足以克服背压PR时(图4),积存的冷凝水将通过打开的第_级疏水阀机构排出。
在这种状况下,浮球将根据进入APT14冷凝水量自动调节,控制疏水阀的开关...
第二步
对一此温控设备,可能会出现系统压力P引氏于背压PR(图5)
此时,标准的疏水阀将无法排除冷凝水,造成设备积水...
第三步
但是,对APT14,冷凝水将注满泵体,提升浮球直至触发换向连杆,打开动力蒸汽入口关闭乏汽阀。
第四步
J陕动机构使疏水阀模式迅速转换为动力泵模式随着动力蒸汽入口阀的打开,APT14内的压力升至背压以上,冷凝水被从疏水阀座压入回收系统...
第五步
随着泵体内冷凝水位的下降,浮球再次触发换向连杆,关闭动力蒸汽入口打开乏汽阀。
第六步
ATP14内的压力由于乏汽阀的打开而与冷凝水入口压力平衡,冷凝水通过入口旋启式正回阀重新进入。同时出口球形正回阀关闭防正冷凝水回流到泵体内,疏水和泵的循环重新开始
回到第一步。
重要一安全提示
在进行任何安装或维修操作前,保证所有的蒸汽和冷凝水管道已关闭。确保产品或相连的管道内的残余压力己被完全释放。确保所有热的部件已冷却防止烫伤。在进行任何安装或维修工作前要穿合适的工作服。在阀的顶部有一个提升吊耳。它不能用来吊起超过本产品的重量( 4 5 k g / 1 0 0lbs)。要用合适的起重工具并保证产品被安全保护。
3. 1入口管道
为防庄设备积水,建议在入口管道口径选型时,要考虑泵在排水循环时产生的冷凝水量通常管道的长度和直径能提供4升的冷凝水容积就足够了。建议冷凝水蓄水管的位置低于过程出口至少1倍管径但比APT14入口要尽可能的高在APT14冷凝水入口处要安装一个滤网最大孔径为0.8mm的斯派莎克Y型过滤器,如图11所示
3.2推荐安装水头
推荐安装水头至少为0. 3 m (12 i二)。最小水头为0.2 m <8 ins),但排量将减少
注:在冷态起动状况下,会发生入口庄回阀的液态脉动这种情况下,建议安装节流阀减少注水压力。
3. 3接口(见下一页安装图1o>
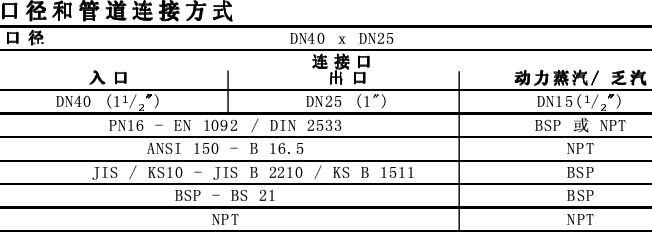
APT14有四个接口。DN40 (11/连接。流向箭头标明了正确流犷)接口与设备排水出口相连,DN25}1 ""}接口与冷凝水回收管道向标有(T N)的DN15 (1/;一)接口与琉水阀动力蒸汽管道连接
*要保证这根管道一直排除冷凝水,这要安装斯派莎克蒸汽疏水阀和1 0 0目的过滤器。标有(OUT)的DN15近设备的冷凝水出口。平衡接口通过平衡管与设备的冷凝水出口相连,平衡管要尽量靠
在冷凝水管的顶部,如图11。注:如果安装了加热卸载装置保护热交换器过热,那么要在上游安装蒸汽控制阀并确定APT14动力蒸汽供应卸载值
3. 4出口管道
出口管道的选型对防止APT14过大的背压十分重要管道选型要考虑热交换器在满负荷情况下闪蒸蒸汽的影响管道选型参看斯派莎克TR一GCM一05
4.调试
4. 1在按照图io/m安装入口出口管道和动力蒸汽/乏汽接口后,缓慢打开动力蒸汽入口阀对APT14供汽。确保排汽/平衡管道打开且无任何限流2缓慢打开冷凝水入口和排水管上的隔离阀,使冷凝水进入APT14泵体内
4.4APT14现在可以工作
4. 4当过程设备工作时,APT14在任何压力下都将冷凝水排至回收管道
4. 5如果发现有任何小正常现象,按照所推荐的重新检查安装如果装置还是小能工作,见第8节l友障诊断指导
更换阀盖垫圈
在对产品进行任何维修操作前仔细阅读安全提示。
所需工具
19 mm .A/F扳手、一字螺丝刀、扭矩扳手
安装新阀盖垫圈
1.拆下阀盖上所有接口用19 mm .A/F扳手拆除阀盖螺栓,然后从泵体内小心取出阀盖组件(需要最小值为250 mm的拆除距离)把阀盖组件固定在工作台,避免接触垫圈表面(见I纠 15)。
2.从泵体和阀盖上小心取下旧的垫圈,注意小要损坏垫圈的密封面。
3.在已有的泵体上小心安装新的垫圈(部件2)(见图16)。
4.将阀盖重新安装上泵体,保证垫圈面啮合使得垫圈小能凹进或突出密封面为了保证阀盖与泵体的啮合,建议先把阀盖垫圈密封的下部放入泵体。然后再使上部已之对齐
5.重新安装阀盖螺栓要保证按对角顺序拧紧,逐渐拧紧至力矩63士5 N m (46. 5士4 1 bf ft)螺栓尺寸扳手尺寸拧紧力矩
M12 x 45 19 mm A/F 63士5 N m (46. 5士4 1 bf ft)
6.按标有(TN)和(OUT)将接口重新连接上动力蒸汽供应管和排汽管,APT14现在就可以重新调试运行了。
更换入口旋启式止回阀
1.拆下阀盖和旧的垫圈(见6. 1节阀盖垫圈更换程序)。
2.把阀盖组件固定在工作台,避免接触垫圈表面。
3.从蒸汽入口阀末端小心取出挡圈、垫圈和入口阀弹簧(部件27)。
4.用13 mm A/F扳手拆下三个M8泵机构支架固定螺栓
5.取出泵支架组件(见图1了)。这样就可以对入口旋启式正回阀进行操作了。
6.旋启式正回阀的挡板就很容易地被拆下了
7.安装一块新的挡板,保证正回阀的挡板和阀座都是清洁的和没受损伤。
8.重新装配以拆除的相反顺序进行。
9.用13 mm A/F扳手拧紧三个M8螺栓至18士2 N m (13士1.5 lbf ft)
10.要保证在蒸汽入口阀上重新安装新的挡圈
11.当这此机构个部装配好,将阀盖重新安装上泵体,保证垫圈面啮合使得垫圈小能凹进或突出密封面。为了保证阀盖与泵体的啮合,建议先把阀盖垫圈密封的下部放入泵体。然后再使上部已之对齐
12.重新安装阀盖螺栓要保证按对角顺序拧紧,逐渐拧紧至力矩63士5 N m (46. 5士4 lbfft)。
13.按标有(TNT和(OUm}将接口重新连接上动力蒸汽供应管和排汽管,APT14现在就可以重新调试运行了。
检查故障范围:
所有隔离阀有没有打开?
冷凝水入口过滤器(第9页图11推荐)是否干净无杂质?
从泵底座算起可用安装水头是否超过0. 2 m (8")?
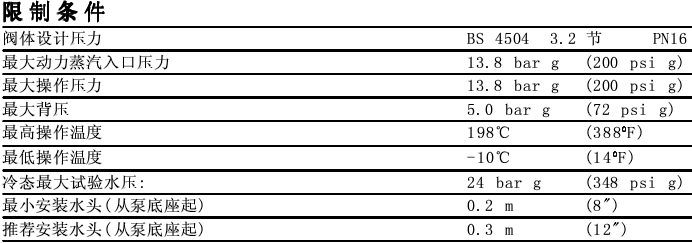
所提供的动力蒸汽压力是否超过总背压?
(不超过13.8 bar g (200 psi g))
排汽平衡管<OUT)是否连接至设备排水出口并且没有被堵塞(见第9页安装图11)?
装置的流体流向是否正确?流向用箭头表示。
以上内容由彪维公司(www.bilvie.com)编写,转载请注明文章出处。 |





